|
telescopeѲptics.net
▪
▪
▪
▪
▪▪▪▪
▪
▪
▪
▪
▪
▪
▪
▪
▪ CONTENTS
◄
4.7.3. Measuring chromatic error
▐
4.8.1. Testing optical
quality
► 4.8. Optics fabrication errors
PAGE HIGHLIGHTS Fabrication errors are deviations of the actual optical surface from perfect due fabrication process. As such, they come in various forms. Wavefronts produced by imperfect optical surfaces are also imperfect, suffering from aberrations. For reflecting optics, primary concern is the accuracy of the overall figure, followed by smoothness of the figure and surface smoothness. For refracting optics, in addition to these, errors in the wavefront can be caused by wedge, decenter, deviations in glass thickness and homogeneity. Let's start with some general remarks with respect to the relation between surface and wavefront errors. The common notion among amateurs is that the reflecting surface error doubles in the wavefront, while the refracting surface error halves in the wavefront error. While it may be so, neither is generally correct. For light of near-normal incidence reflected back (that is, for a surface nearly orthogonal to the optical axis), reflecting surface error doubles in the wavefront centered at the Gaussian (paraxial) focus, regardless of the nature of surface error. However, errors smoothly distributed over the surface will result in a smoothly distributed wavefront deviation as well. The result is that the actual wavefront, while with doubled maximum deviation with respect to the perfect reference sphere centered at the paraxial focus may, and usually does have smaller deviation in respect to a reference sphere focusing at some other point in the proximity of paraxial focus. This point becomes the point of most efficient energy concentration, so-called best, or diffraction focus. This is the case with spherical aberration, where the wavefront error at the location of best focus is smaller that that at the paraxial focus by a factor of four (FIG. 33). In effect, with spherical aberration, the surface error halves in the wavefront, measured vs. reference sphere centered at paraxial focus. With astigmatism, the best focus wavefront P-V error has double the surface error, but the corresponding best focus RMS error is smaller by a factor of 2/√6 than the doubled surface RMS error, making it effectively 1.63 times - not twice - the surface RMS error. The "double error rule" also doesn't apply to full-figure surface errors of reflecting surfaces in multi-surface systems, such as diagonal flat or curved secondary mirrors. With a diagonal flat, the wavefront error is determined not only by the surface error, but also by the shape of surface deformation. While certain toroidal form of the diagonal flat will not induce significant aberration at the best focus even with the surface error exceeding 1 wave P-V, or more, diagonal's local errors and surface roughness will be ~1.4 times greater in the wavefront. Curved secondary mirrors in two-mirror telescopes can have their surface error very much diminished in the "best-fit" wavefront, especially for deviations resulting from errors in their radius of curvature.
For surface errors affecting relatively small area, however, the
wavefront deformation is also local, and no better reference sphere is
available. Thus, this kind of surface errors effectively does double in
the wavefront, but only when the reflected light moves in nearly
opposite direction to that of the incident light.
Hence, instead of the commonly cited
λ/8
maximum tolerable error for a single reflecting surface, the tolerable
error vary widely with the type of reflecting surface and error type.
Since the tolerable nominal surface P-V error generally increases as the
areal extent of deviation diminishes, it is more appropriate to express
the tolerance in terms of the maximum tolerable RMS wavefront error, as
outlined in table below.
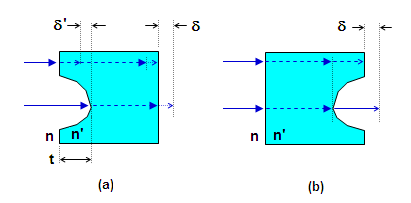
Similarly to reflecting elements, refracting surface error will follow its "rule" (i.e. surface error halving in the wavefront) rather exceptionally. With full-figure errors, like conic error or, especially, radius of curvature error, deviations from perfect result in a significantly smaller effective (best focus) wavefront error than with reflecting surface. Local surface errors do approximately halve in the wavefront, although it directly applies to a lens, not the lens surface. Refractive surface error multiplies in the wavefront only by a factor of (n-1)/n with air-to-glass surface - n being the glass index of refraction - and by (n-1) factor with glass-to-air surface. However, the former is enlarged at the rear (glass-to-air) surface by a factor of n, so that the local error on lens surface multiplies in the wavefront by a factor of (n-1), regardless of its location (i.e. front or rear surface, FIG. 49).
FIGURE 49: Wavefront delay caused by a local error on air-to-glass (a) and glass-to-air (b) lens surface. As a consequence of glass media of the refractive index n lowering the speed of light by a factor of 1/n, surface deviation t on the front (air-to-glass) surface generates local wavefront P-V error of δ'= (n-1)t/n. At the rear (glass-to-air) surface, the advance further increases by a factor of n, resulting in the final P-V error on the wavefront exiting the lens given by δ=(n-1)t. Identical surface error δ on the rear lens surface would also result in the local wavefront advance δ=(n-1)t. If combined, the two surface errors on each, front and rear surface, would produce wave retardation (P-V wavefront error) given by δ=2(n-1)t.
Unlike mirror surface, lens needs to satisfy a number of requirements
related to the accuracy of lens form (e.g. wedge, thickness, centering)
and glass homogeneity. While the actual tolerances can vary widely with
the lens specs and its function, some general criteria do exist. These
are cited in a University of Arizona article (J.H. Burge):
In conclusion, general tolerances for random local surface errors for given P-V wavefront error W limit are δS=W/2 for mirror surface and δS=W/√2(n-1) for lens surface (for statistically unrelated errors on both lens surfaces). For figure errors, δS=2W for the conic error (rotationally symmetrical surface with the error resulting from incorrect conic value) for a single mirror; single spherical lens cannot be free from spherical aberration, thus the tolerance is determined by the specific surface radii and spacing of a lens pair or a multi-lens assembly (which may make possible looser practical standards, due to the opportunity to vary the two factors for post-fabrication corrections). For a pair of mirror surfaces, the random local error tolerance is smaller than for a single surface, δS=W/√2, as given by the square root of the errors squared, and δS=W/2(n-1) for a lens doublet. Similarly to a lens pair, the tolerance for figure error for a pair of mirror surfaces can be determined after tolerances for the radii and spacing errors are set, according to Eq. 80. Most often, optical surface imperfections are of random nature, which makes them largely unrelated from one surface to another with respect to their effect on the wavefront. Hence, if the surface RMS error is known, it is possible to calculate - from the square root of the sum of their individual RMS errors squared - what would be the probable cumulative error for two or more such surfaces. Or, the other way around, a limit to the individual surface error can be set so that the cumulative system error for all surfaces combined doesn't exceed the desired maximum error level.
Surface roughness
Surface errors about ~D/10 (linearly,
D=aperture diameter) in extent and larger are usually called
figure
errors. They include zonal errors,
turned edge, and asymmetric local surface deviations. Full-figure
surface
errors - with the error smoothly distributed over the entire
surface area - will result in a form of primary wavefront aberration,
such as spherical or astigmatism (the latter may be either polished into
a surface - common with thin mirrors and lenses - or resulting from
inner glass tensions, frequent when glass is not annealed).
Pattern of surface deviations smaller than
~D/10 is termed
roughness. It us usually randomly
scattered over larger of smaller portion of the surface. Depending on
their size, they are classified as large-, medium- and micro-ripple
(also low-, medium- and high-frequency ripple, respectively).
Large-scale roughness is not a
usual term, and here will partly overlap with figure error. We'll define
it as a pattern of random surface deviations with the dominant structure
averaging, approximately, D/10 to D/5 in diameter. It is not a frequent
form of optical surface roughness - although isolated local surface
errors of that size are rather common - but it is certainly possible
with poor fabrication methods.
Medium-scale roughness (also dog
biscuit, or
primary ripple) is usually a random pattern resulting from
the existence of empty interspaces on the polishing tool. Its dominant
structure average is between D/10 and D/20 in diameter.
And small-scale roughness, or
microripple
(also, secondary ripple), is caused by the abrasive action of
polishing material.
Average size of surface irregularity here is approximately 1mm in
diameter. For special applications, such as laser optics, significantly
smaller structures can be important, but for general amateur astronomy their
effect is entirely negligible.
As the linear diameter of ripple
diminishes, so does its maximum P-V/RMS error, as well as its adverse
effect on wavefront quality. The size-magnitude dependence of surface
deviations is usually expressed through power density spectrum (PDS;
also,
power spectral density, PSD), which is the mean surface deviation
squared as a function of spatial frequency (the inverse of spatial
period, i.e. trace length on the surface). In other words, it shows
how the amount of error varies with the size of surface trace length,
which is the length, or area on the surface for which the measurements are
taken. For the PDS to be meaningful, measurements must be taken for a
sufficiently large number of such surface units, for every frequency,
with sufficient number of sampling points. The measured surface errors
are averaged over frequency; actually, over its inverse, the trace
length.
In the context of optics, the term
power density is not really
appropriate for the roughness of an optical surface, where it should signify (surface) error magnitude spectrum (spectrum
is generally the change of a given parameter as a function of
frequency).
Once measurements are taken, the distribution of error over the
frequency range becomes known. A specific "synthetic" PDS function then
can be fit into the data for analytical purposes.
Unlike synthetic PDS, which on a
log-log plot declines from low to high frequencies in a straight line -
slope of which is given by the function's exponent - error measurement
of an actual
surface will plot unsteady declining line, often spiking or curving away from an
interpolated straight line. While some of it can be "noise" due to
finite sampling, a significant spike up at any given frequency ν, or
frequency interval, indicates the presence of periodic roughness
structure over the surface, with the corresponding spatial period given
by 1/ν. The range of frequencies is conventionally divided into low,
mid and high order frequencies, with the low order generally covering
figure errors (here from 1/D to ~1/0.1D), described by Siedel and Zernike
aberrations, high-order frequencies causing wide scatter of light, and
mid-order frequencies in between the two.
For an actual surface, PDS can be derived
by way of Fourier transform, i.e. constructed as a cumulative averaged
Fourier amplitude generated from surface phase map, or direct
measurement, for every frequency
in the range. In general, PDS has an exponential downward trend toward
higher frequencies, i.e. smaller trace lengths.
Main focus of
the PDS are not figure
errors; a general-type PDS, whose purpose is illustrating a typical
error distribution for certain type of purposes, assumes some
(average) level of figure error, as well as some average level of
smaller-scale periodic surface roughness that steadily diminishes
in error magnitude as its characteristic (average) length becomes
smaller. One such PDS for meter-class optics, published (probably) by J.
H. Burge (University of Arizona) puts the surface error level (RMS
surface, doubles in the wavefront for reflecting, and about halves in
refracting surface), at ~40nm over low-frequency range (~1.7 to 0.17m
spatial frequency), ~10nm over mid-frequency range (~0.17m to 1mm), and
~1nm for roughness structures smaller than ~1mm (high-frequency range).
But the main purpose of having PDS of an actual surface is quantifying
small- and micro-scale structures; any periodic error of this type
significantly exceeding error magnitude at neighboring frequencies will
generate greater total amplitude and will show as spike up in the PDS plot at
that frequency. It is also possible that the rate of change in error
magnitude within a relatively wider sub-range of frequencies increases
or decreases with respect to the rest of frequency range, in which case
such subrange forms a weaker or stronger PDS slope, respectively, i.e. cumulates larger
or smaller error within the sub-range.
PDS allows extracting the RMS surface error for the entire range of
frequencies, as well as for any frequency sub-range. And while the
conventional RMS error for the entire surface allows us to calculate the
amount of energy lost from the Airy disc, having the surface error
structural profile defined by PDS makes possible to determine where that
energy goes, i.e. surface scatter properties. As such, it is the main
factor in scatter analysis with bidrectional scattering distribution
function (BSDF). While various aspects of scatter off small and micro
roughness structures can be significant for special instruments (e.g.
coronograph) and for laser optics, it is much less important for
general-purpose amateur instruments. All that may be important here is
the size (length) and magnitude of a periodic roughness structure
showing in the PDS, which can be easily converted into both, the
corresponding loss of energy from the diffraction maxima and the
approximate scatter radius.
The simplest power density spectrum function - and the one that fits
well mirror surface in general - is PDS=C/νs,
where C is the numerical constant, ν
the spatial frequency (1/p, p being the spatial period, i.e.
trace length) and s the exponent determining PDS slope on a
log-log plot. This function produces a straight line plot over the
entire range of frequencies. Somewhat more complex form, called ABC
model, often used for fitting PSD into measurement data, is PDS=A/[1+(Bν)2)C,
with A, B and C being the adjustable parameters (in
the notation used here, A=C=numerical constant, C=s=power exponent
determining the log-log plot slope toward higher frequencies, and B
determines at which low frequency - unlike the previous PDS form - the
plot changes its slope toward horizontal and flattens out).
A variant of the ABC model, PDS=CνDs/(ν+νD)s,
using the minimum spatial frequency νD=1/D
parameter (corresponding to the maximum spatial period equal to aperture
diameter D), along with the simplest PDS form, is used to
illustrate their description of surface roughness on the graph below.
The more complex form can be used to limit error in the
low frequency range (figure errors) for given required roughness
standard in the higher range.
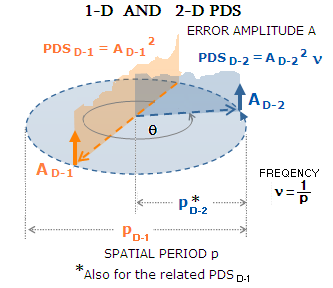
PDS can be either
one-dimensional (1-D), describing surface roughness spectrum along any single
line across
PDS not only indicates the presence of periodic roughness structures on
an optical surface, but also allows for a direct assessment of its RMS
value. Since 1-D PDS is the cumulative squared mean error for a
frequency (i.e. for the corresponding spatial period), or frequency
interval (when generated by Fourier transform, it is the squared
discrete Fourier amplitude of surface errors at a given frequency, or
frequency interval), multiplying it with the frequency interval (i.e.
dividing it with the corresponding spatial period) produces the squared mean
error - or RMS - for that interval. Hence the RMS surface error
corresponding to such interval is the square root of the area under the
curve APDS,
or RMS=APDS0.5,
with
APDS=
ΔνΣ[PDS(νi)] =
∫(νmin-max)[PDS(ν)dν]
= f'(νmax)-f'(νmin),
with
Δν
being the frequency interval, νmax,
νmin
the maximum and minimum frequency value for the interval, and f' the antiderivative of
the PDS function. Antiderivative for PDS=C/νs is
f'=Cν(1-s)/(1-s),
and for CνDs/(ν+νD)s
it is f'=CνDs(ν+νD)(1-s)/(1-s).
Two-dimensional PDS is not directly related to the RMS error.
Taking the simpler PDS function, PDS=C/νs,
and approximating the RMS function as RMS~[Cν/(1.5ν)s]0.5
with the frequency ν
effectively becoming frequency interval Δν
which, multiplied with the PDS for 50%
higher frequency (i.e. with approximately mean PDS for the interval)
gives the approximate area under PDS plot for this interval, the RMS
changes in proportion to 1/(1.5sνs-1)0.5=1/1.5s/2ν0.5(s-1).
Taking s~2 as typical for polished optical glass gives that the surface
roughness RMS changes as 1/√ν
which, with 1/ν
equaling spatial period p, implies that the RMS roughness error
changes approximately with √p,
i.e. with the square root of the size of roughness structure.
As illustrated below, there is no significant difference in this rate of
change with either different exponent value, or the other PDS function
form, except for the very low end of the frequency range.
Roughness standards for optical surfaces are not clearly defined. It is
common to see the roughness figure stated without specifying for what
frequency range, which makes it meaningless, knowing that surface
roughness magnitude is a function of the characteristic length (size) of
roughness structure. Unless we know it conforms
to MIL-STD-10A standard, which in such case assumes it applies to
roughness scale length of less than 0.03 inches. The surface roughness
figures quoted are usually for a sub-millimeter roughness length, i.e.
high-frequency domain (usually smaller than ~0.1mm) which
in the context of amateur telescopes belongs to micro-roughness. For the
conventionally polished optical surface, error induced by this roughness
scale is negligible. While sometimes micro-roughness is specified in the addition to the figure accuracy, the
roughness scale commonly left out of the specs is the mid-scale
roughness, potentially much more harmful than micro-roughness.
Table below illustrates, quite
approximately, the relation between ripple diameter and the magnitude of
its deviation. For large and medium scale ripple it is assumed that the
error magnitude changes nearly in proportion to their characteristic
length, but the real surface patterns can deviate from it locally,
possibly significantly (sporadic local deviations, even if significant
nominally, do not significantly worsen the effect of prevailing
pattern). This is not in agreement with the rate of change in the PDS
context - which is
approximately in proportion to the square root of the roughness scale -
but PDS, in addition to be of very general character, does not cover
accurately what is here termed large- and medium-scale roughness. While
the assumption of the error magnitude changing in proportion to the
roughness scale is not very accurate either, it should be more
appropriate for this size of roughness structure, with the ranges given
creating in effect a wider spectrum of possible rates of change in error
magnitude with the structure size.
In general, surface roughness error
doubles in the wavefront for reflecting surfaces, while for a lens they
are reduced in the wavefront by a factor of n/(n-1)√2
(statistical probability, assuming similar degree of roughness on both
lens surfaces). Assuming nearly uniform roughness structure - or nearly
uniform dominant structure - over the entire surface, the corresponding
surface roughness P-V wavefront error is about 3 the roughness RMS error
(for instance, for a single-plane sinusoidal deformation pattern the RMS
is P-V/2.8, for saw-tooth pattern - isosceles triangle - with the same
base and height as the sinusoid it is P-V/3.5, for a isosceles trapezoid
of the same base and height with the top half as long as the base it is
P-V/2.5, and so on).
This indicates that the roughness P-V error extending over most or all
of the surface causes more damage than nominally identical P-V error of
conic aberrations (the P-V to RMS ratio is 3.354, 5.657 and 4.899 for
primary spherical aberration, coma and astigmatism, respectively).
However, only large-scale roughness can reach the magnitude needed to
reduce the Strehl below diffraction limited 0.80. Also, the smaller
relative area affected by roughness, the smaller damage; for instance,
if only half of the area is affected, its effect is comparable to that
of twice smaller nominal roughness error over the entire surface area
(with respect to the portion of energy transferred outside the central
maxima; the wider characteristic roughness period, the smaller radius of
energy spread by it).
As for microripple, their nominal RMS
wavefront error is very small for optical surfaces made according to
accepted proper procedures - no more than about 5nm, and usually ~1nm
(~1/500 wave for the visual peak) and smaller. Suiter cites Texereau
stating that the typical RMS wavefront error due to micro-ripple is
typically a small fraction of 1/100 wave. Using other sources provides
a more detailed picture. For instance, polishing experiment at the
University of Arizona (Super-smooth optical fabrication controlling
high spatial frequency surface irregularity, Del Hoyo, Kim, Burge,
2013),
reports these numbers for the polish quality of 10-inch Zerodur
substrates with varying amounts of polishing time:
Experiment with more conventional glass types, investigating the effect
of combining different polishing agents, glasses and slurry pH (Slurry
Particle Size Evolution During the Polishing of Optical Glass), reports
these numbers (1Å=0.1nm):
The experiment used continuous polishing machine and 40mm diameter glass
discs, 4-hour polishing sessions and 4mm measurement scan length (5
sites per disc, average). Thus it is for nearly identical roughness
scale as the previous experiment, with comparable roughness figures -
and with important exceptions. Low pH polishing slurry resulted in the
much larger roughness error with fused silica and aluminum oxide, while
medium pH slurry and aluminum oxide produced it with all three glass
types (although in significantly different proportions). The cause,
according to study authors, is the difference in electrical charge
between the polishing agent and glass surface, resulting in
agglomeration of the polishing agent (for a smooth polish, both agent
and glass need to have negative charge; the latter is always negative,
and the former changes from positive at low, to negative at high pH
level).
Obviously, the excessive roughness
obtained with some pH/glass combinations are unacceptable. While the
size of roughness structure in both experiments (4 and 5mm spatial
period) is somewhat between the mid-scale roughness and microripple,
what matters is its magnitude, not the formal classification. The second
experiment indicates that it is possible that unacceptable level of
roughness remain on a polished glass surface even after polishing
session of proper duration and agent applied. It is likely that there
are other scenarios where that can happen - and, on the other hand,
polishing procedures that would neutralize such potentially harmful
combinations - but it all boils down to knowing and following proper
fabrication procedures, which includes standard quality control.
Hence, assuming standard fabrication,
microripple does not exceed a few nm RMS surface error, in which case
its effect on central
intensity is negligible for general observing. The RMS error tells us
that the amount of energy scattered by microripple is less than 1%
(0.99+ Strehl degradation factor).
If surface roughness is modeled statistically, as a near-uniform pattern
of the dominant roughness structure - any roughness structure, from
large to micro scale - with the characteristic length (diameter, width)
ℓ extending over the entire
wavefront, its effect on contrast transfer can be expressed with
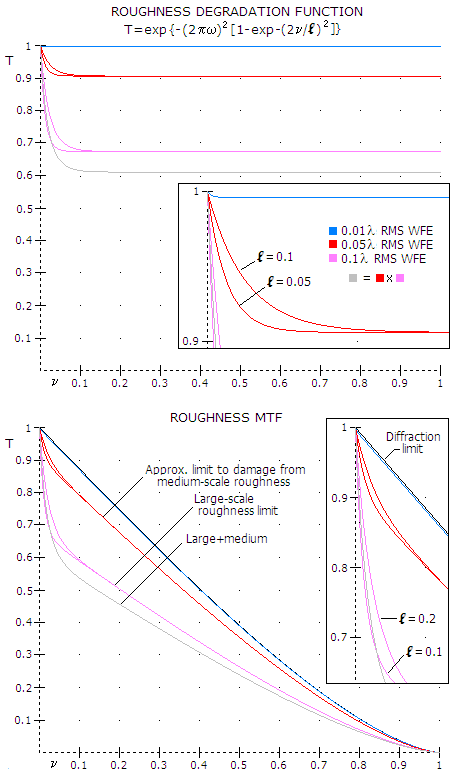
a (contrast) degradation function (FIG. 50, top). This particular
function is given in Schroeder's Astronomical Optics with
reference to O'Neill. The product of
this function with the system's MTF w/o roughness is its actual contrast
transfer function (FIG. 50, bottom).
FIGURE 50: Graphs of the roughness
degradation function alone (top) and its effect on MTF (transfer T
and normalized spatial frequency ν)
of otherwise aberration-free aperture (bottom), for selected values of
the RMS wavefront error ω and the diameter of typical roughness
deviation
ℓ. Assumed is
that near-uniform pattern of roughness extends over the entire
wavefront. Evidently, by far the most important factor is the RMS error,
which tends to scale with the roughness diameter
ℓ, the latter
merely affecting the width of energy spread - the smaller roughness
diameter, the wider energy spread, and the lower amount of energy
transferred outside the central maxima. The worst-case scenario for
microripple (blue) still has
entirely negligible effect on contrast transfer in general observing.
The near worst-case scenario for medium-scale roughness (red)
does inflict noticeable contrast loss, although it is still below 10%.
And near worst-scenario large-scale roughness (pink),
with λ/10 wave RMS (~λ/3.3 wave P-V) wavefront error (WFE), lowers
contrast transfer very noticeably. Since large-scale roughness is likely
to be accompanied with medium-scale roughness, their combined effect (gray),
given as a product of the two respective degradation functions, is even
larger. The form of roughness degradation function plot shows that it
lowers contrast uniformly over most - about 90%, or more - of MTF
frequency range. Since it is the factor at left in the exponent, -(2πω)2,
that determines this degradation constant (factor at right shapes up the
plot between zero frequency and the constant level), using this factor
alone gives a good approximation of the corresponding Strehl (only
slightly pessimistic). Thus, the Strehl values for these selected
roughness examples are about 0.91, 0.67 and 0.62 for the red, pink and
gray MTF plots, respectively. Unlike most common aberrations, roughness
lowers contrast nearly evenly over the range of MTF frequencies. The
width between the origin (top left) and the constant contrast drop off
range - easier to determine on the degradation function plots on top -
indicates the radius of energy spread. For the medium-scale roughness
plots energy spreads beyond 0.08 frequency with
ℓ=0.1, and
beyond 0.04 with
ℓ=0.05 (i.e.
beyond 5 and 10 times the Airy disc radius, respectively).
Due to the wide radius of scattered energy, the relative contrast drop caused by
micro-ripple - as well as any periodic surface roughness in general - is nearly identical at all MTF frequencies, except for the very
narrow stretch at the low end of MTF frequency range, in which it drops
from 1 at the zero spatial frequency (ν=0)
to the relative contrast level slightly below that given by the Strehl
ratio.
The width of this initial drop depends on
the relative average size
ℓ
of micro-ripple in units of the aperture radius (assuming relatively
limited deviations of the true roughness structure from
ℓ). Roughly, spatial
frequency at which this level is reached is given by
ν~ℓ,
ν
being the spatial frequency. So, for, say, ℓ~1/50
average relative size of 1/300 wave RMS micro-ripple, contrast would
drop to slightly below 0.99956 of the perfect aperture contrast level (Eq.
56) at
ν~1/50,
and remain near to that contrast ratio for the remaining ~98% o the
spatial frequency range. This also indicates that the energy spread
caused by the micro-ripple reaches beyond
ν~1/50 frequency radius, or over 40
Airy disc radii far from diffraction peak (the cutoff frequency
ν=1
corresponds to 1/2.44 Airy disc diameters).
Alternately, the radius of light scattered by a roughness structure is
given angularly as θ=sin-1
(λ/ℓ), where λ
is the wavelength of light, and
ℓ the characteristic roughness
length (i.e. average size). So, for instance, with
λ=0.00055mm and
ℓ=1mm, the angle of scatter is 0.032 degrees
(note that sin-1
is not the inverse of the sine value, but the angle corresponding to
it).
With lenses, glass homogeneity and optical
properties are also a factor.
Overall, it can be concluded that image degradation from microripple is
negligible even in the worst-case scenario, that from medium-scale
roughness ranges from about 0.95 to 0.9 Strehl degradation factor, and
for large-scale roughness from 0.9 to 0.65. For combined large/medium
scale roughness from 0.85 to 0.6. These are only approximate ranges and,
again, assume that the entire wavefront area is affected with a
consistent roughness structure. For medium- and large-scale roughness,
it is seldom the case, so these ranges outline the worst-case scenario
not likely to be encountered in practice. With a more realistic assumption
that only about half of the wavefront area is affected, the damage
diminishes to 0.99-0.96, 0.96-0.9 and 0.95-0.85 for medium-, large- and
combined medium and large-scale roughness, respectively.
◄
4.7.3. Measuring chromatic error
▐
4.8.1. Testing optical
quality
► |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 the surface phase map (i.e. based on the corresponding
single surface cross section), or two-dimensional (2-D), extending to the area
(volume) of the surface around straight line, i.e. providing areal (vs.
linear with 1-D PDS) coverage of every spatial period
p in the frequency
range. One-dimensional PDS is sufficient to describe
radially symmetrical surface, but non-symmetrical surfaces require
obtaining either multiple 1-D, or a 2-D PDS.
the surface phase map (i.e. based on the corresponding
single surface cross section), or two-dimensional (2-D), extending to the area
(volume) of the surface around straight line, i.e. providing areal (vs.
linear with 1-D PDS) coverage of every spatial period
p in the frequency
range. One-dimensional PDS is sufficient to describe
radially symmetrical surface, but non-symmetrical surfaces require
obtaining either multiple 1-D, or a 2-D PDS.